

Enkel produktionsproces af stålkugler
Kugleemneformning → ringfjernelse → grovslibning → blød slibning → kugleemneformning → glat kugle (eller filning → blød slibning) → hård slibning → finslibning → præcisionsslibning (eller polering) → ultra præcisionsslibning.
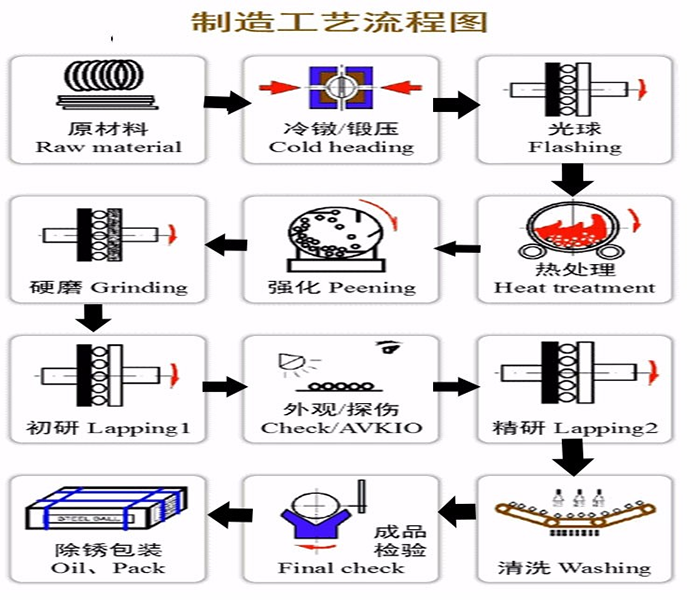
Detaljeret produktionsproces af stålkugler
1. Trådtrækning: Stræk tråden til den ønskede diameter ved hjælp af en trådtrækmaskine;
2. Kold overskrift (smedning): Placer den trukket tråd i en stålkugle med kold overskriftsmaskine, og brug stålmatricen inde i maskinen til at smede den til et kugleemne;
3. Lightball: To cirkulære plader med støbejernsslibekugler inde i lightball-maskinen presser og filer det kolde overskrifts-embryo for at fjerne den ydre ring og to poler på embryoet;
4. Blød kugle: To cirkulære plader med støbejernsslibekugle inde i den bløde kuglemaskine filer det lette kugleembryo for at slibe det til den nødvendige kuglediameter og overfladeruhed;
5. Varmebehandling: Sæt bolden ind i en varmebehandlingsovn, karburér den, bratkøl den og temperer den for at give den et bestemt karburiserende lag, hårdhed, sejhed og knusningsbelastning;
6. Hård slibning: Slibeskiven inde i slibemaskinen sætter tryk og sliber det varmebehandlede kugleemne for at fjerne det sorte oxidlag på boldens overflade og korrigere kuglens nøjagtighed;
7. Præcisionsslibning/poleringsrensning: Præcisionsslibning: Slib slibekugleembryoet i præcisionsslibemaskinen for at opnå den nødvendige præcision og glathed af det færdige produkt;
Polering og rengøring: Hæld kuglen i poleringstromlen og drej den, rengør derefter den sfæriske overflade med poleringsrengøringsmiddel og vand for at gøre den ren og skinnende;
8. Valg af udseende: Brug manuel visuel inspektion til at kontrollere for eventuelle defekter på overfladen af stålkuglen, og brug et mikrometer til at måle den sande rundhed, batchdiametervariation, og brug en overfladeruhedsmåler til at detektere overfladeruhed som den endelige inspektion;
9. Emballage: Overtræk stålkugler/rustfri stålkugler/lejestålkugler med antirustolie og pak dem i papkasser eller vævede poser.
Med udviklingen af teknologien er efterspørgslen efter store tunge lejer i udstyrsfremstillingsindustrien yderligere steget med hensyn til kvantitet og kvalitet, og kravene til mængden og kvaliteten af understøttelse af store lejede stålkugler skal også øges tilsvarende. Diametervariationen af stålkuglepartiet skal være lille, stålkuglens overfladeruhed skal være lille, nøjagtigheden skal være høj, og forskellen mellem stålkuglens kernehårdhed og overfladehårdhed skal være lille. Diameteren af store lejede stålkugler har nu nået 150MM-200MM.
Fremstillingsprocessen for store lejede stålkugler adskiller sig fra de almindelige specifikationer. Følgende sammenligning er lavet:
1. Fremstillingsproces af store lejede stålkugler:
Skæring - Smedning - Udglødning - Drejebearbejdning - Varmebehandling - Hård slibning - Indledende forskning - Præcisionsforskning;
2. Fremstillingsproces af almindelig specifikation med stålkugler:
Trådtræk - Kold overskrift - Let kugle - Blød kugle - Varmebehandling - Hård slibning - Finslibning;
Fremstillingsproces af importerede stålkugler
1) Fremstillingsudstyr ved hjælp af importerede stålkugler
2) Jog først den hydrauliske cylinder for at føre slibepladen frem, indtil lejet stålkuglen kan placeres mellem de to slibeplader.
3) Installer kugleudløbet, og hold det i en løs tilstand. Sæt spindlen for at fylde mellemrummet mellem de to slibeplader med stålkugler, og juster kugleudløbet til
Kugleopsamlingsbladet er tæt fastgjort til endefladen af slibepladen (eller slibeskiven) og fastgjort til kugleudløbet. På dette tidspunkt er det tilrådeligt at lægge tryk på de to slibeplader for at drive kromstålkuglen til at rotere.
4) Luk beskyttelsesdækslet, start vandpumpen, start materialebakken, og start hovedakslen.
5) I henhold til procesvanerne på hver fabrik skal du justere hastigheden på spindlen og materialebakken og justere mængden af kugler for at sikre, at stålkuglerne i hver rille på styrepladen er jævnt fordelt
Ensartet fordelt og ikke overlappende.
6) Juster slibetrykket, drej trykkontakten på betjeningspanelet til åben position, juster trykforøgelsesventilen på hydraulikstationens panel, og hæv den
Angiv trykket og lås det på hver fabrik, og vær opmærksom på det hydrauliske system for at opretholde trykket under opstart.
7) Under normale arbejdsforhold er det nødvendigt regelmæssigt at observere driftsstatus, tryk og glat ind- og udgang af værten.
8) Når stålkuglen når den angivne størrelse og overfladekvalitet, skal du først reducere arbejdstrykket og derefter trykke på hovedstopknappen.
9) Klargør beholderen til at fjerne lejet stålkuglen.